
碳化硅是寬禁帶半導體器件制造的核心材料,SiC 器件具有高頻、大功率、耐高溫、耐輻射、抗干擾、體積小、重量輕等諸多優勢,是目前硅和砷化鎵等半導體材料所無法比擬的,應用前景十分廣闊,是核心器件發展需要的關鍵材料,由于其加工難度大,一直未能得到大規模推廣應用。
碳化硅材料的加工難度體現在:
(1)硬度大,莫氏硬度分布在 9.2~9.6;
(2)化學穩定性高,幾乎不與任何強酸或強堿發生反應;
(3) 加工設備尚不成熟。
因此,圍繞碳化硅晶圓劃片工藝和設備展開研究,對推動我國碳化硅新型電子元器件的發展,促進第三代半導體產業發展有著積極的意義。
1 碳化硅材料特性
碳化硅是ⅠⅤ-ⅠⅤ族二元化合物半導體,具有很強的離子共價鍵,結合能量穩定,具有優越的力學、化學性能。材料帶隙即禁帶能量決定了器件很多性能,包括光譜響應、抗輻射、工作溫度、擊穿電壓等,碳化硅禁帶寬度大。如最常用的 4H-SiC禁帶能量是 3.23 eV,因此,具有良好的紫外光譜響應特性,被用于制作紫外光電二極管。SiC 臨界擊穿電場比常用半導體硅和砷化鎵大很多,其制作的器件具有很好的耐高壓特性。另外,擊穿電場和熱導率決定器件的最大功率傳輸能力,SiC 熱導率高達 5 W/(cm·K),比許多金屬還要高,因此非常適合做高溫、大功率器件和電路。碳化硅熱穩定性很好,可以工作在 300~600 ℃。碳化硅硬度高,耐磨性好,常用來研磨或切割其它材料,這就意味著碳化硅襯底的劃切非常棘手。
目前,用于制作電子器件的碳化硅晶圓主要有 2 種,N 型導電晶圓厚度 150~350 μm,電阻率0.010~0.028 Ω·cm 2 ,主要應用于發光二極管、電力電子行業的功率器件。高純半絕緣晶圓厚度50~100 μm,電阻率 1×10 8 Ω·cm 2 ,主要用于微波射頻、氮化鎵晶體管等領域。針對半導體行業應用的 SiC 晶圓劃切,研究幾種加工方法的特點及應用。
2 碳化硅晶圓劃片方法
2.1 砂輪劃片
砂輪劃片機是通過空氣靜壓電主軸驅動刀片高速旋轉,實現對材料的強力磨削。所用的刀片刃口鍍有金剛砂顆粒,金剛砂的莫氏硬度為 10 級,僅僅比硬度 9.5 級的 SiC 略高一點,反復地低速磨削不僅費時,而且費力,同時也會造成刀具頻繁磨損。如:100 mm(4 英寸)SiC 晶圓劃切每片需要6~8 h,且易造成崩邊缺陷。因此,這種傳統的低效加工方式已經逐漸被激光劃片取代。
2.2 激光全劃
激光劃片是利用高能激光束照射工件表面,使被照射區域局部熔化、氣化,從而達到去除材料,實現劃片的過程。激光劃片是非接觸式加工,無機械應力損傷,加工方式靈活,不存在刀具損耗和水污染,設備使用維護成本低。為避免激光劃透晶圓時損傷支撐膜,采用耐高溫燒蝕的 UV 膜。
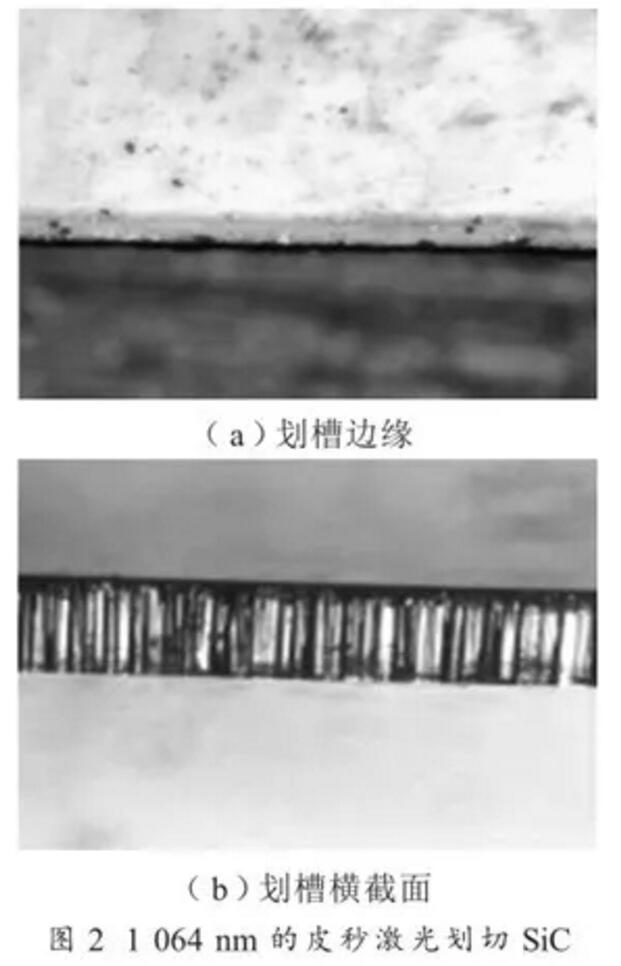
目前,激光劃片設備采用工業激光器,波長主要有 1 064 nm、532 nm、355 nm 三種,脈寬為納秒、皮秒和飛秒級。理論上,激光波長越短、脈寬越短,加工熱效應越小,有利于微細精密加工,但成本相對較高。355 nm 的紫外納秒激光器因其技術成熟、成本低、加工熱效應小,應用非常廣泛。近幾年 1 064 nm 的皮秒激光器技術發展迅速,應用到很多新領域,獲得了很好的效果。圖 1、圖 2 分別對 2 種激光器劃切 SiC 晶圓的效果進行了對比。
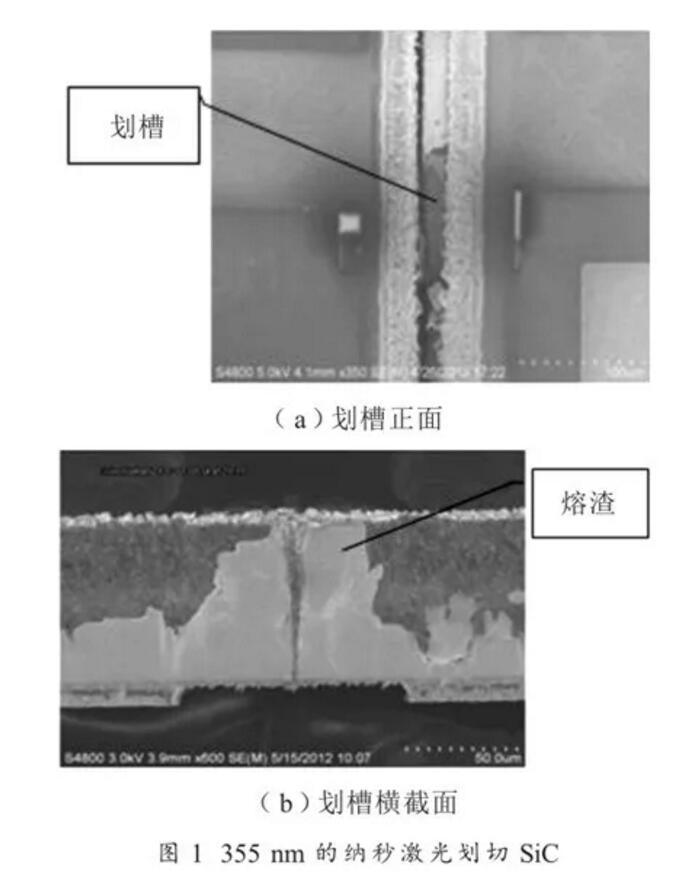
從圖 1、圖 2 中可以看出,355 nm 紫外激光加工熱效應小,但未完全氣化的熔渣在切割道內粘連堆積,使得切割斷面不光滑,附著的熔渣在后續工藝環節容易脫落,影響器件性能。1 064 nm 的皮秒激光器采用較大的功率,劃切效率高,材料去除充分,斷面均勻一致,但加工熱效應太大,芯片設計中需要預留更寬的劃切道。
2.3 激光半劃
激光半劃適用于解理性較好的材料加工,激光劃切至一定深度,然后采用裂片方式,沿切割道產生縱向延伸的應力使芯片分離。這種加工方式效率高,無需貼膜去膜工序,加工成本低。但碳化硅晶圓的解理性差,不易裂片,裂開的一面容易崩邊,劃過的部分仍然存在熔渣粘連現象,如圖 3 所示。

2.4 激光隱形劃切
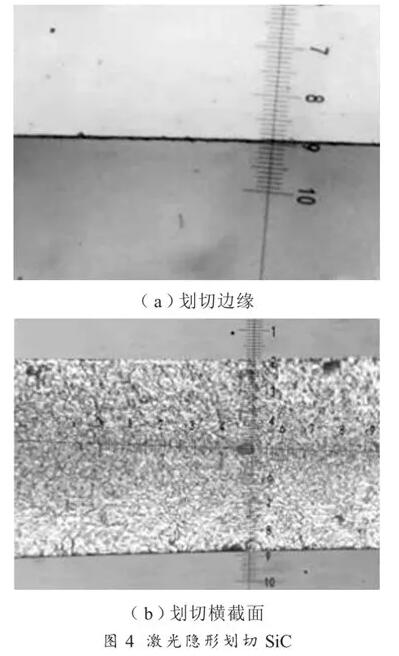
激光隱形劃切是將激光聚焦在材料內部,形成改質層,然后通過裂片或擴膜的方式分離芯片。表面無粉塵污染,幾乎無材料損耗,加工效率高。實現隱形劃切的 2 個條件是材料對激光透明,足夠的脈沖能量產生多光子吸收。碳化硅在室溫下的帶隙能量 Eg 約為 3.2 eV,即為 5.13×10 -19 J。1 064 nm 激光光子能量 E=hc/λ=1.87×10 -19 J。可見 1 064 nm 的激光光子能量小于碳化硅材料的吸收帶隙,在光學上呈透明特性,滿足隱形劃切的條件。實際的透過率與材料表面特性、厚度、摻雜物的種類等因素有關,以厚度 300 μm 的碳化硅拋光晶圓為例,實測 1 064 nm 激光透過率約為67%。選用脈沖寬度極短的皮秒激光,多光子吸收產生的能量不轉換成熱能,只在材料內部引起一定深度的改質層,改質層是材料內部裂紋區、熔融區或折射率變化區。然后通過后續的裂片工藝,晶粒將沿著改質層分離。
碳化硅材料解理性差,改質層的間隔不能太大。試驗采用 JHQ-611 全自動劃片機和 350 μm厚的 SiC 晶圓,劃切 22 層,劃切速度 500 mm/s,裂開后的斷面比較光滑,崩邊小,邊緣整齊,如圖4 所示。
2.5 水導激光劃切
水導激光是將激光聚焦后導入微水柱中,水柱的直徑根據噴嘴孔徑而異,有 100~30 μm 多種規格。利用水柱與空氣界面全反射的原理,激光被導入水柱后將沿著水柱行進方向傳播。在水柱維持穩定的范圍內都能進行加工,超長的有效工作距離特別適合厚材料的切割。傳統激光切割時,能量的累積和傳導是造成切割道兩側熱損傷的主要原因,而水導激光因水柱的作用,將每個脈沖殘留的熱量迅速帶走不會累積在工件上,因此切割道干凈利落。基于這些優點,理論上水導激光切割碳化硅是不錯的選擇,但該技術難度大,相關的設備成熟度不高,作為易損件的噴嘴制作難度大,如果不能精確穩定地控制微細水柱,飛濺的水滴燒蝕芯片,影響成品率。因此,該工藝目前尚未應用到碳化硅晶圓生產環節中。
3 結束語
本文分析了目前碳化硅藝方法,結合工藝試驗和數據,比較各自的優劣和可行性。其中,激光隱形劃片與裂片結合的加工方法,加工效率高、工藝效果滿足生產需求,是碳化硅晶圓的理想加工方式。

